Adam J. LaDine
New England Biomedical Engineering Professional
Data-based Troubleshooting
This is a brief case study in my use of data from the manufacturing floor to assist in the troubleshooting of a manufacturing process.
For context, this incident occured during an engineering run for a tech transfer project. This engineering run is not intended to result in the production of sellable drug product.
This takes place about 3-4 weeks into the engineering campaign. The production bioreactor typically runs for about a month, depending on cell viability towards the end of the campaign. Every day, perfusion through the bioreactor produces approximately 1500 L of raw harvest, which is collected in a fresh vessel each day. This contains the unpurified, unfiltered, raw drug product. It also contains cell debris, cellular waste, nutrients, and a lot of water.
The first step in refining the raw drug product is clarification: passing raw harvest through racks of filtration pods to remove cell debris and other large contaminants. The clarified harvest is returned to another collection vessel.
The liquid levels within the collection vessels are monitored using weight as a proxy for level, asserting that the density is as water (1 kg = 1 L). For a normal clarification procedure, the levels within the collection vessel look like this:
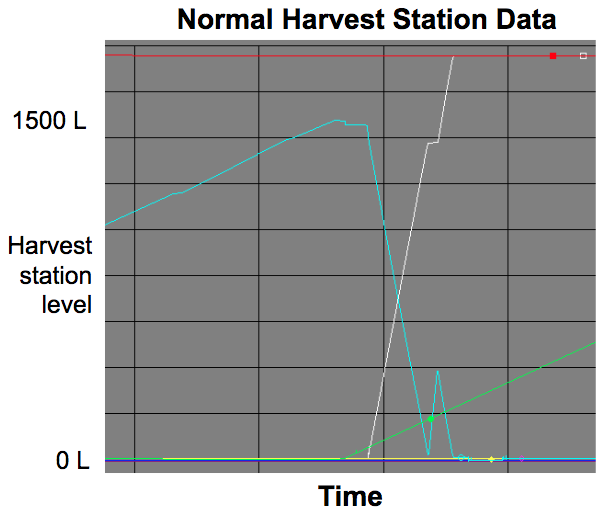
Each vessel is represented by a different color line. We can see Blue approach its 1500 L maximum level. Flow to it is cut off, and the bioreactor output is redirected to Green, which begins rising. The Blue container’s raw harvest is pumped through clarification filters and collected in the White container. Then, a chase buffer is added to Blue and pumped through the filter as well, to collect any residual drug product. Later, White and Red (already clarified from the day prior) will be pooled together for further downstream processing.
During one such clarification procedure, manufacturing reported that the peristaltic pumps driving the clarification process were turning themselves off unexpectedly. This issue was escalated to Process Engineering for investigation.
The data for the troubled clarification procedure looked quite different:
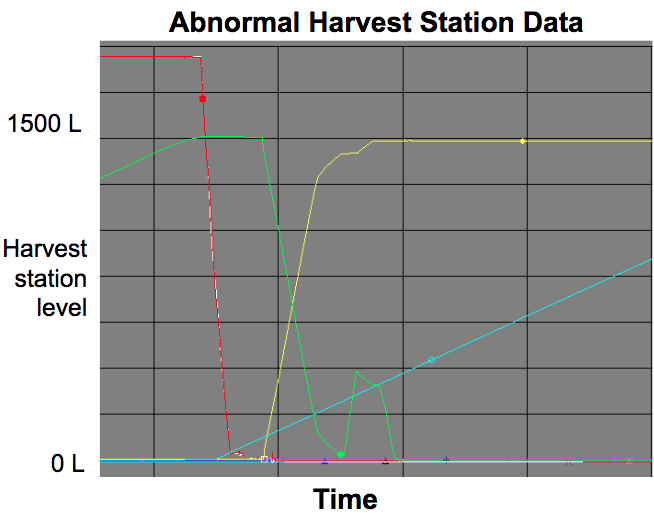
The Green container has filled, and bioreactor production is rerouted to Blue. (At the same time, Red and White are sent elsewhere for further downstream purification, but that is not part of this problem.) Then, Green is pumped through clarification filters to Yellow.
If the problem was merely that the peristaltic pumps were turning off, we would expect to see Green and Yellow abruptly go flat as the levels within stop changing. But that’s not what the data shows. Instead, we see the flow rate from Green to Yellow decreasing as the first stage of clarification nears completion. Then, the chase buffer is added to Green, and very little of the chase buffer is successfully pumped through before the pumps turn off. Eventually, remaining chase buffer in Green is dumped to Process Drain.
The slow decrease of flow rate suggests that the root problem did not lie with the pumps, but rather with the filters: as mass accumulates in a filter, flow is impeded and ΔP must increase. A look at the pressure data (not shown) corroborated this answer: as the flow rate slowed, the pressure drop across the filter was increasing as it retained mass.
During a month-long production campaign, the viability and integrity of the cells in the production bioreactor are expected to decrease over time: each cell is centrifuged once daily on average, and these mechanical forces can damage or kill the cells. Mechanical forces from the agitator and the sparge gas bubbles can also damage cells. Therefore, the amount of cell debris in the raw harvest increases with time.
However, in this case, the cells had deteriorated faster than initially anticipated, and clogged the clarification filters ahead of schedule. As the filters clogged, the filter inlet (pump outlet) pressure increased. When the pump outlet pressure reached its hi-alarm threshold, the pump automatically turned off for safety reasons.
I communicated this information to Process Development. By adding more filters in parallel for subsequent clarification procedures, this problem was avoided for the remainder of the engineering campaign.